24h咨询热线:13805323500
手机:13805323500(微信)
电话:+86-0532-83246888
传真:+86-0532-83247888
邮箱: jzxiaozhi@163.com
地址:山东青岛胶州市胶北镇于家村
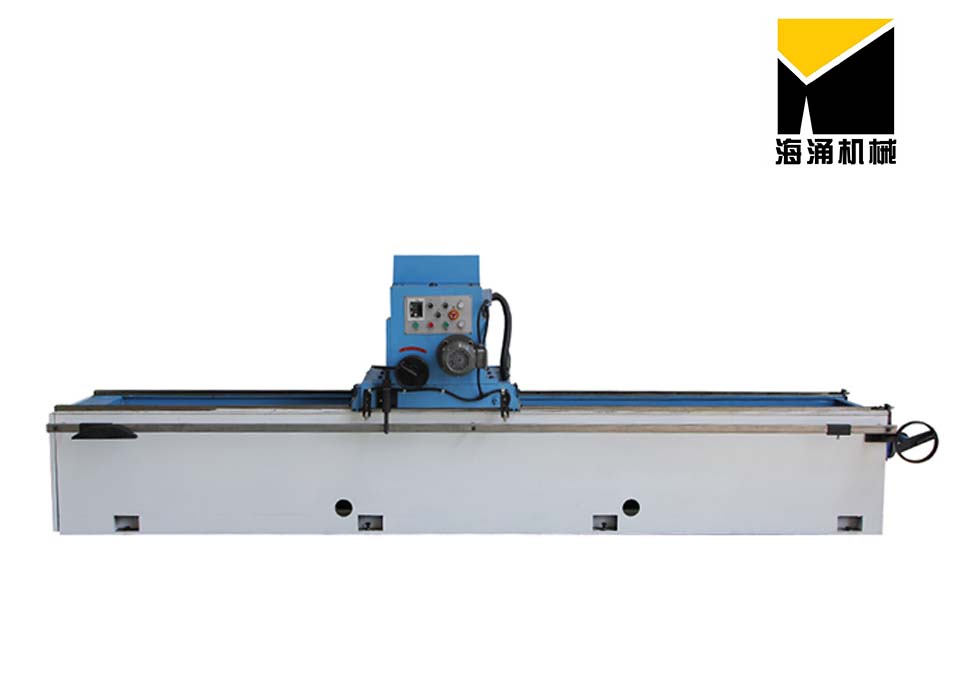
供应旋切机专用磨刀机,1400型,专用生产,厂家直销
| 加工定制: | 是 |
| 种类: | 万能磨刀机 |
| 品牌: | 育征 |
| 型号: | 1400 |
| 额定电压: | 380 |
| 额定功率: | 5.0 |
| 最大磨削长度: | 1470 |
| 最大磨刀宽度: | 0 |
| 工作台旋转角度: | 0 |
| 砂轮尺寸: | 0 |
| 砂轮转速: | 0 |
| 往复速度: | 0 |
| 适用范围: | 旋切机磨刀 |
| 重量: | 400 |
磨刀机
型 号 | HM1400 |
磨刀长度 | 1470mm |
磨刀回转速度 | Vt=14-30m/min |
砂轮功率 | Y-4 2.2Kw |
进刀功率 | Y-6 0.75Kw |
冷却泵功率 | 0.04Kw |
外形尺寸(mm) | 2700X800X1100 |
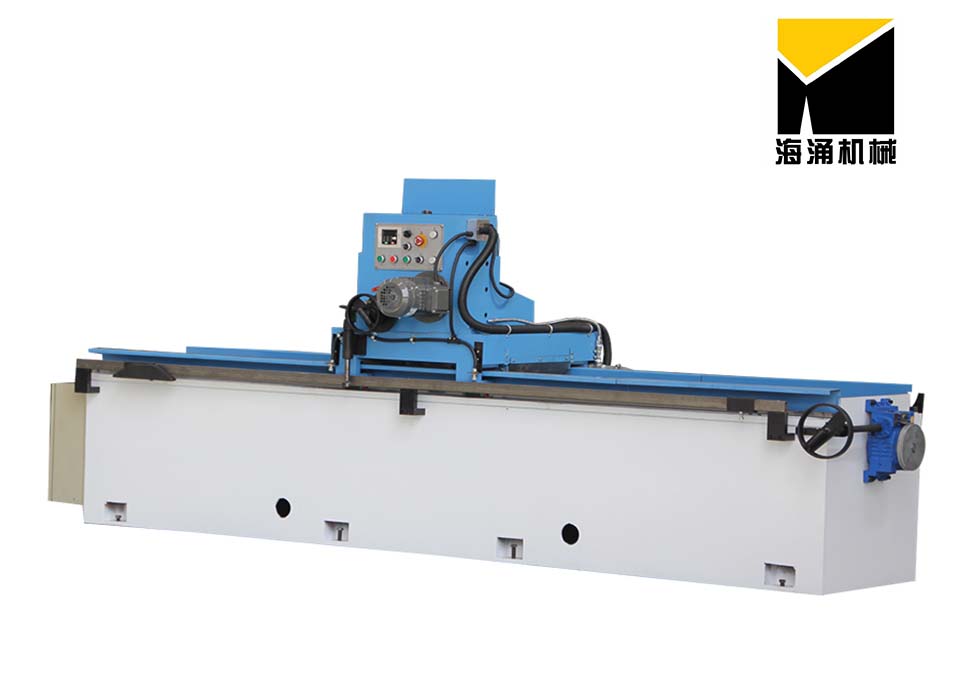
型号及参数Type and parameter名称(Name) | HXMC1600 | HXMC2300 | HXMC2700 | HXMC3000 | HXMC3200 | ||
电磁工作台面积:长&tiMES;宽(毫米) orking table area length×width(mm) | 1550&tiMES;180 | 2270×180 | 1300×180×2 | 1470×180×2 | 1550×180×2 | ||
砂轮尺寸(毫米)Grinding wheel size(mm) | φ200×φ100× φ 32 | ||||||
磨头车架往复速度(米/分钟)Vertical speed of a grinding(m/min) | 约8 m/min(可调) | ||||||
机床总功率(千瓦)Power of the machine tool(kw) | 约5.0kw | ||||||
工作刀台可调角度Return angle of the grinding table | ±90° | ||||||
磨头可调角度Return angle of the grinding head | ±90° | ||||||
研磨精确度Mill finish | ≤0.05s | ||||||
重量(千克)Net weight(kg) | 650 | 950 | 1150 | 1300 | 1500 | ||
外型尺寸:长×宽×高(厘米)Size:length×width×height(mm) | 2800×1200×1100 | 3500×1200×1100 | 3900×1200×1100 | 4200×1200×1100 | 4400×1200×1100 | ||
简介:本机型为自动式磨刀机,全加厚钢板,单节式刀台,进口耐磨导轨条,机器运行更平稳,研磨更锋利,耐腐蚀性更强,具有操作简便耐用等特点。
注:本厂可为用户单独订做各种长度机型。
磨刀机机床一些做相对滑动的零、部件,如滑板与导轨、轴与滑动轴承、蜗杆与蜗轮等在运转一段时间后,其表面上常常会出现划痕或沟槽,我们称这种现象为研伤。研伤破坏了机床的精度,影响了机床的使用寿命,若修理不及时,研伤产生的颗粒,还会加剧研伤,而研伤产生沟槽容易藏污纳垢,也会加剧研伤,严重时能使相互的滑动件中止滑动,产生咬死现象。研伤实质上就是非正常情况下的磨损,机床上常见的研伤,按产生的原因主要可分为两种类型:一种是粘着磨损型研伤,另一种是磨粒磨损型研伤。现就这两种类型研伤产生的原因、预防措施及修复方法,做些简单介绍。
一、粘着磨损型研伤
这种研伤是指磨擦副在相对运动时,由于互相磨擦,接触表面的材料从一个表面转移到另一个表面,致使磨擦表面产生了划痕与沟槽。
1.粘着磨损型研伤的产生机理
研究表明:固体表面状况,从微观的角度看是存在着凸凹不平的缺陷的,即使是经过抛光加工也不能完全消除凸峰和凹谷。当两个磨擦表面接触时,实际上是两个磨擦表面的凸峰相互接触。由于接触应力很大,以致产生弹、塑性变形,使接触面积增大,直到能够承受全部载荷时为止。在这种情况下,金属接触表面上将出现牢固的粘着点,这种现象就是通常讲的冷焊粘着。这些粘着点是在没有表面膜的情况下产生的,当磨擦副表面上有表面膜时,只受法向力作用,其冷焊粘着也是不会产生的。若同时有切向力的作用,且法向力和切向力都很大,并在做相对滑动时,磨擦表面的温度就会升高,在高温高压下,致使油膜破坏,接触的金属表面就会软化或熔化,接触点就产生粘着—撕脱—粘着—撕脱的循环过程,使接触表面的材料从一个表面转移到另一表面上,从而使其中一个表面(或两个表面)上形成划痕和沟槽,也就是形成粘着磨损型的研伤。
2.粘着磨损型的研伤的分类
根据磨擦副表面研伤的破坏程度,我们可将机床上常见的粘着磨损型研伤划分为四类:
(1)涂抹研伤仅发生在软金属浅层表面,被研伤的软金属薄层以涂抹的方式,转移到硬金属表面上,例如:蜗杆副运行一段时间后,蜗杆表面上的铜涂抹在蜗杆表面上。
(2)擦伤研伤发生在软金属表面表层以下较浅的部分,破坏方式是沿运动方向产生细小划痕,有时硬金属表面上也有可能划伤。最常见的是在机床运行初期、轴和滑动轴承处于摩合期的磨损。
(3)胶合(或称撕脱)研伤发生在相互磨擦的两个零件的一方或两方的基体较深处,由于表面局部温度高,压力大,使粘着结合强度任一基体金属剪切强度,当磨擦副做相对滑动时其表面做一日和尚撞一天钟产生撕脱性破坏,出现胶合性研伤。如凸轮副、蜗杆副、齿轮副,较为常见;机床的滑板与导轨在缺乏润滑油而导致干磨擦时,也常会产生此类研伤。
(4)咬死当磨擦副表面瞬时闪发的温度相当高、粘着区较大、粘着点的强度也相当高,粘结不能从基体上剪切掉,以致造成相对运动中止的现象。咬死是研伤中最严重的一种。例如轴与滑动轴承当润滑不良而出现的“抱轴”,大都会产生这种研伤;大型机床的导轨缺油引起的大面积研伤也会产生咬死。